Categorii
România
|
Dissatisfaction cu turnare rezultate de multe orine îndeamnă să regândim fluxulnostru de lucru și de a îmbunătăți metodelenoastre de prelucrare originale. Seria de turnare testelor efectuate în această lucrare a rezultat din faptul că, atunci când un pontic deosebit de mare a fost turnat folosind aliaj remaniumstar, deși suprafețele coroanelor individuale eraunetede, majoritatea unităților pontice au fost dur. aliaje supraîncălzitenu pot fi utilizate în timpul turnării pentru poduri fixe mari. Proiectarea și amplasarea tijelor adoptă metoda tradițională: Sprue cu un diametru de 3 mm este utilizat pentru coroana, Sprue 3.5mm este folosit pentru pod, iar 5mm este folosit ca transversal sprue pentru a conecta aceste sub-sprues . Diametrul Sprue principal este de 4mm. În cele ce urmează, se va descrie în detaliu ce metode și pași sunt folosite pentru a obține o suprafațănetedă și uniformă a turnării.
Preparation pentru testul de turnare
A condiție esențială pentru turnarea buna suprafețe este utilizarea de fine-grained materiale, cum ar fi remaCC pentru coroană și tehnologie pod încorporarea. În testul inițial de turnare, o tijă de ceară groasă cu dimensiuni de aproximativ 60mm lungime, ridicată de 9 mm și 3 mm lățime a fost SELECt, ed, care este similar cu structura tijă tăiată pe implant. Un alt scop al testului este turnat voluminoase poduri fixe fără cavități de contracție, cum ar fi cele utilizate în zona molara
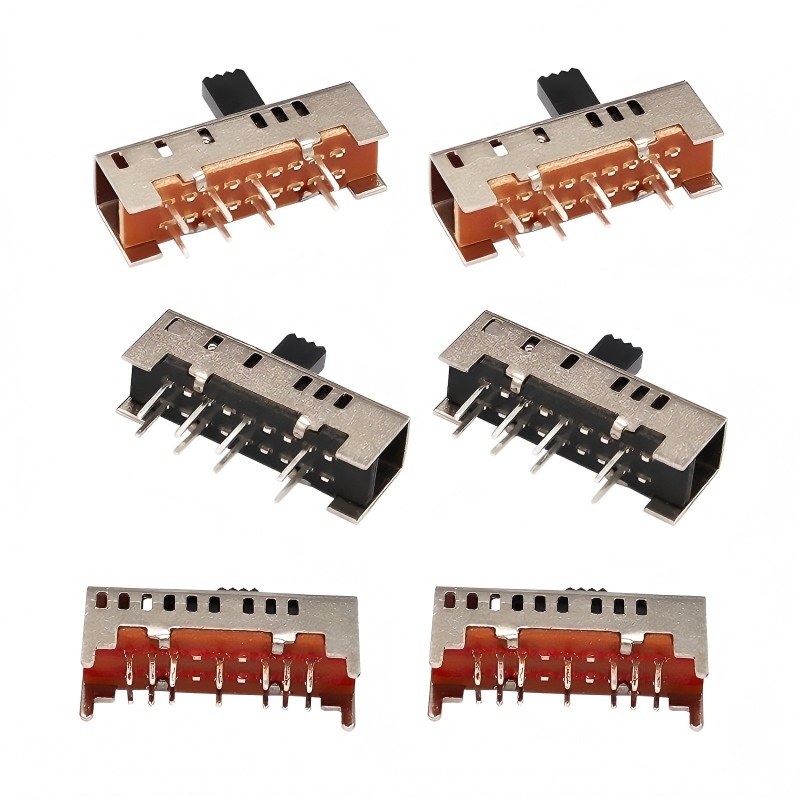
Figure 1:. Exprimate Testat"rod"cu suprafață aspră și preîncălzit la 950 ° C.

Figure 2: exprimate Testat"rod"cu suprafațănetedă și preîncălzit la 800 ° C

Figure. 3: test de turnare"rod"cu sprue introdus

Test turnare"rods"
Figure 1 arată primul test de turnare. Suprafața de turnare este acoperit cu bule fine de aer, care este prejudiciul cauzat de materialul înglobarea la suprafața piesei turnate în cavitatea încastrare. 60g din aliaj remaniumstar a fost utilizat în toate turnate, care corespunde la o greutate de aproximativ 140g de aliaj de metale prețioase. Diverse modele sprue și metode de plasare au fost încercate în timpul procesului de turnare. La începutul testului, temperatura de preîncălzire a turnării a fost stabilită la 950 ° C. Înalt-frequency centrifugal mașini de turnare sunt utilizate în procesul de turnare, desigur, mașini de turnare sub presiune de vid poate fi de asemenea utilizat. Utilizarea conductei de evacuare cu diametrul de 1.2mm și observând condiția relativ scăzută de preincalzire a cuptorului Mau Fu, cât de departe aliajul de topitură pot fi aruncate afară prin aplicarea Sprue fine sub acțiunea forței centrifuge. Temperatura de preincalzire a fost redus succesiv cu 50 ° C, în fiecare test de turnare ulterioară. Judecând dupănetezimea suprafeței de turnare și formarea cariilor de contracție, sa constatat că cele mai bune rezultate de turnare au fost produse la o temperatură de preîncălzire de 800 ° C (Figura 2). Chiar și atunci când temperatura cuptorului este fixată la 850 ° C, suprafața piesei turnate va apărea în continuare ușor aspră, cu condiția de a folosi aceeași greutate de aliaj. Plasarea Sprue adoptă metoda de turnare a podului. De ce estenevoie de acest design va fi explicat în continuare într-un articol ulterior. Modelul de turnare utilizează sub forma unei tije de ceară, pe care 4 sprues cu un diametru de 3,5 mm sunt plasate direct. Un 5mm transversal sprue a fost plasat 10mm de la turnarea ca un rezervor de aur și conectat la Sprue principal (Fig. 3)
Figure 4:. Cast punte cu contractie semnificativa de aspirație în ciuda utilizării unui rezervor de aur, preîncălzit la 950 ° C.

fig. 5:. Cast pod, schimbarea poziției rezervorului de aur, dispariția cavităților contracție aspirație, temperatură de 800 ° C preincalzire

Test turnare"bridge"
Figure 4 prezintă utilizarea unui sprue transversal diametru 5mm conectat la o sprue 3.5mm la o distanță de 2,5 mm de la pod. În ciuda utilizării unei temperaturi de preîncălzire de 950 ° C, rugozitatea suprafeței poduluinu a fost la fel de pronunțată ca și cea a tijei turnate. Desigur, cantitatea de metal turnat 9g utilizată este, de asemenea, mult mai puțin decât cantitatea de tije de testare turnate. Punctulnedorit este că Cratere semnificativă de aspirație are loc în ciuda utilizării rezervorului aurului. Conform rezultatelor testului de turnare anterioare, poziția Sprue drept bazin de stocare de aur a fost stabilită la 10 mm de corpul punte și conectat la Sprue principal. O cruce-section a rotorului după turnare (Fig. 5) arată că funcția rezervorului de aur este bine utilizat folosind această metodă. Când temperatura de preîncălzire este setată la 800 ℃, suprafața podului produce, de asemenea, cel mai bun efect de turnare. Un sprue cu un diametru de 3,5 mm este ghidat în mod direct pentru a se asigura că topitura aliajului poate fi injectat în matriță repede. In absenta unui sprue separat, se poate asigura, de asemenea injectat topituranu va produce o mai mare turbulențe în matriță.
Test turnare \\ puntenfixed""
În plus față de suprafața îmbunătățită a piesei turnate (fig. 6), sa demonstrat că, în condițiile date de turnare, chiar și atunci când temperatura de preîncălzire a fost redus la 800 ° C, turnarea aliajului de topitură ar putea fi suficient injectat la marginea coroanei și marginile ascuțite sunt formate (Figura 7). Formarea unei margini coroana rotunjite indică faptul că aliajul se topesc solidifică prea repede. Figura 8 arată că, atunci când turnare un pod fix 13Unit,nu estenecesar să se plaseze o sprue pe fiecare unitate de pod. Un sprue 3.5mm poate fi plasat între coroane adiacente și poduri. Conform experienței testului anterioare, Sprue ca rezervor de aur ar trebui să fie, de asemenea, plasat în mod corespunzător (fig. 9). Această metodă facilitează separarea Sprue după turnare și reduce riscul de perforare a coroanei în timpul separării și măcinare. Comparativ cu aliaje de metale prețioase, pierderile de măcinare generate atunci când prelucrarea cobalt-chromium aliaje este completneglijabil. Desigur, există și un dezavantaj de a folosi sprues drepte în lung-span poduri lungi fixe, care este, modelul de cearanu este la fel de stabil ca adăugarea de sprues orizontale atunci când este eliminat, dar, în ciuda acestui fapt, se potrivesc de turnare este încă foarte precis (Fig. 10).-

Telefonul companiei: +86 021-5995 8756
E-mail: Contacteaza-ne
Telefon mobil: +86 17717022732
website: condlycasting.romb2b.com
Adresa: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Logare utilizator
Logare utilizator