Categorii
România
|


Sistem on-line de testare a curentului de eddy pentru conducta sudată dreaptă din oțel inoxidabil ECN1002 / EFN1002
rezumatul proiectului
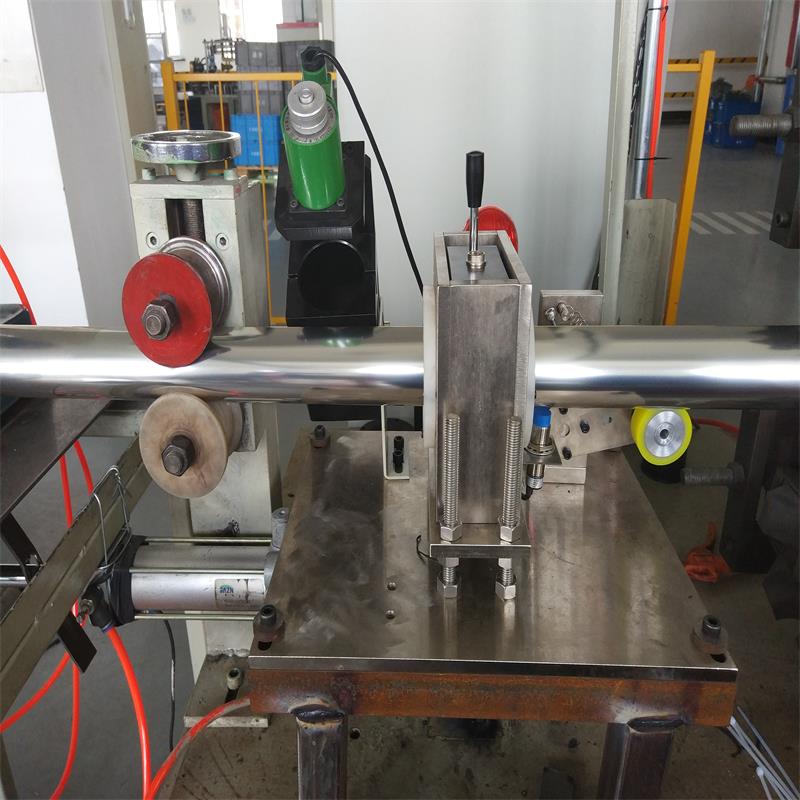
◆ Clienții produc țevi sudate cu oțel inoxidabil. Sistemul de detectare a defecțiunilor de curent curent curent de eddy este instalat pe mașina de țeavă sudată.
◆ Caracteristicile sudării cu arc argon / sudare cu plasmă: această metodă de sudare este utilizată în principal pentru țevi sudate longitudinal din oțel inoxidabil și aliaj de titan. Viteza generală de sudare este scăzută (0,52-10 m / min).
◆ Viteza optimă de detectare a detectorului de defecte on-line de curent curent curent obișnuit este > 5m / min. Detectorul de defecte cu curent de viteză ultra-scăzut rezolvă într-adevăr problema detectării on-line a vitezei mici de sudare cu arc argon / sudare cu plasmă. Cea mai mică viteză de detectare este de 0,5 m / min. Sensibilitatea de detectare și raportul de performanță la zgomot depășesc standardele naționale relevante.
◆ Opțiunea de detectare prin tip / șa: Se recomandă ca detecția prin tip să fie utilizată în specificația φ0-40. Avantajul este că sudura și corpul țevii pot fi detectate. Dezavantajul este că fiecare specificație trebuie să fie echipată cu o sondă și un manșon de ghidare. > φ40 sondă de șa sugerată, o sondă poate acoperi o gamă largă de specificații, o anumită gamă de specificații nu trebuie să înlocuiască sonda. Doar defectele de poziție ale sudurii pot fi detectate.
◆ Pentru detectarea tuburilor pătrate și în formă specială, se folosește în principal tipul de șa.
Detectarea informațiilor despre piesă
Numele obiectelor de detecție
Țeavă sudată drept din oțel inoxidabil, țeavă rotundă
Material Oțel inoxidabil (2, 3 serii etc.)
Specificația dimensiunii 0-40
Latime sudata ≈0-5mm, deviația unghiului de sudură de 5 mm este acceptabilă
Lungime Detectarea on-line a defectelor de lungime, a conductei de tăiere a serălui sau a bobinei după detectarea defectelor
Gradul de îndoire 1,5mm / m (Din stația de detectare)
Grad circular Tub circular ≦ 0,1 mm
Rugozitate Perete și sudură țeavă (cu burles) ≦ 3.2
Duritate Mai tare
Viteza on-line Viteza de sudare: 0,50 ≦ 750m / min (Viteza de detectare a instrumentului: 0,52-750m / min)
Temperatura părții de detectare 80-100 ° C sau temperatura normală
Cerința de detectare și Standardul de precizie
Standardul executiv de detecție
Numărul standardului Numele standardului calitate
GB / T 14480-2015 Instrument de testare nedestructivă bulboană C ărbați T esting E quipment /
GB / T 7735-2016 Testarea automată a curentului de eddy pentru conducta de oțel sudată și fără sudură Cel mai înalt grad
(cu excepția sudării cu arc scufundat) defecte
Parametrul tehnic al sistemului
Denumirea sistemului: Sistem de testare on-line de curent curent pentru conducta sudată dreaptă din oțel inoxidabil
Tip: ECN / EFN1002
Metoda de detecție: detectarea on-line a șa cu două canale
Mod de control: automat + manual
Instrument și sondă: instrument curent Eddy; Detectorul și sonda de curent digital de înaltă inteligență cu două canale
Platforma de detecție: platformă de detectare a nucleului dezvoltată independent
Scurtă introducere a operației de detectare:
Reglați parametrii tehnici și eșantioanele standard ale detectorului de defecte în conformitate cu cerințele de testare;
Reglați poziția sondei și sondei în conformitate cu specificațiile piesei de prelucrat;
Sistemul de detectare a defectelor detectează piesa de lucru, alarmele și marcajele;
Reglați echipamentul de sudare (matriță, îmbinare de sudură) în funcție de alarmă;
Înregistrarea, stocarea și analiza datelor sunt efectuate de către gazda de detectare a defectelor;
Formați automat raportul de detectare a defectelor.
Parametri importanți ai sistemului
Nume Parametru tehnic Comentarii
Zona de orb final ≦ 50m În funcție de viteza de testare
Stabilitate După 16 ore ≦ 2dB Proba de testare
Precizia imprimării cu jet 50mm ± Proba de testare
Rata de judecată admisă 0% Proba de testare
Rata de raportare greșită ≦ 2% Proba de testare
Test de viteză 0,50 ≦ 750m / min Depinde de clientului viteza de sudare,
Sudura cu arc argon va fi ajustat potrivit cea mai rapidă viteză poate atinge 750m / min
la viteza de sudare a clientului. (acest proiect este argonul din oțel inoxidabil
arc sudarea, viteza este Mai lent)
Principiul testării curentului de tip transvers
Detectarea curentului de eddy constă în stabilirea câmpului magnetic alternativ prin apropierea conductorului către bobină cu curent alternativ (denumită sondă). Câmpul magnetic alternativ trece prin conductor și produce cu el inducție electromagnetică și stabilește curentul de eddy în conductor. De asemenea, curentul rotativ din conductor va produce propriul său câmp magnetic.

nume: Cynthia
Telefonul companiei: +86 18121053868
E-mail: Contacteaza-ne
Telefon mobil: +86 15062667823
website: wehans.romb2b.com
Adresa: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.

































 Logare utilizator
Logare utilizator